Trong Phần 1, chúng ta đã tìm hiểu về logic tuần tự (sequence control), các ứng dụng công nghiệp cũng như cách biểu diễn logic thông qua sơ đồ tuần tự (Ladder), lưu đồ (Flowchart) và biểu đồ thời gian (Time Chart).
Tiếp nối nội dung đó, Phần 2 sẽ giúp bạn hiểu sâu hơn về PLC (シーケンサ), bao gồm cấu trúc hệ thống, đấu dây I/O, kết nối nội bộ, và đặc biệt là cách sử dụng phần mềm GX Works2 để lập trình, giám sát và chỉnh sửa chương trình.
Trong bài này chúng ta sẽ chia làm 2 phần chính:
- シーケンサとは(入出力配線と内部配線、インターフェイス、デバイスなど)
- Hiểu về PLC (シーケンサ), các khái niệm như đấu dây đầu vào/đầu ra, kết nối nội bộ, giao diện và các thiết bị điều khiển.
- GX Works2の操作・手順の習得(回路の作成、書込み、モニタ、編集など)
- Hướng dẫn thao tác cơ bản trên phần mềm GX Works2, bao gồm tạo mạch, nạp chương trình, giám sát và chỉnh sửa chương trình.
I. PLC Là Gì?
1. Định Nghĩa
Bộ điều khiển シーケンサー( Tên tiếng Nhật của PLC ) còn được gọi là Programmable Controller (PLC) hoặc Sequence Controller (SC). Nó được định nghĩa là một thiết bị điện tử có bộ nhớ tích hợp để lưu trữ các lệnh có thể lập trình, dùng để điều khiển các thiết bị khác nhau thông qua các cổng vào/ra (I/O).
Trước đây, điều khiển tuần tự (sequence control) được thực hiện bằng cách kết nối các rơ-le và timer. Tuy nhiên, PLC ra đời giúp hiện thực hóa quá trình này thông qua một chương trình đơn giản, giúp việc điều khiển trở nên linh hoạt và dễ dàng hơn.
Cụ Thể:
Trong điều khiển tuần tự (Sequence Control):
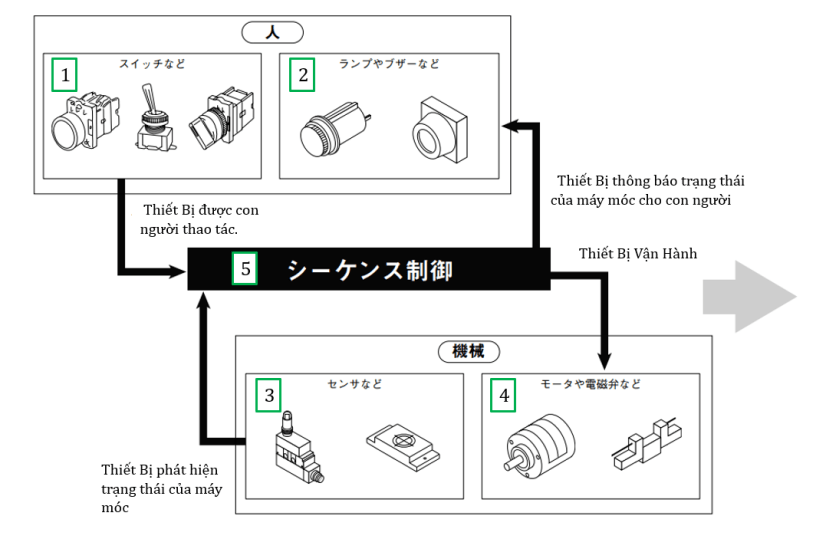
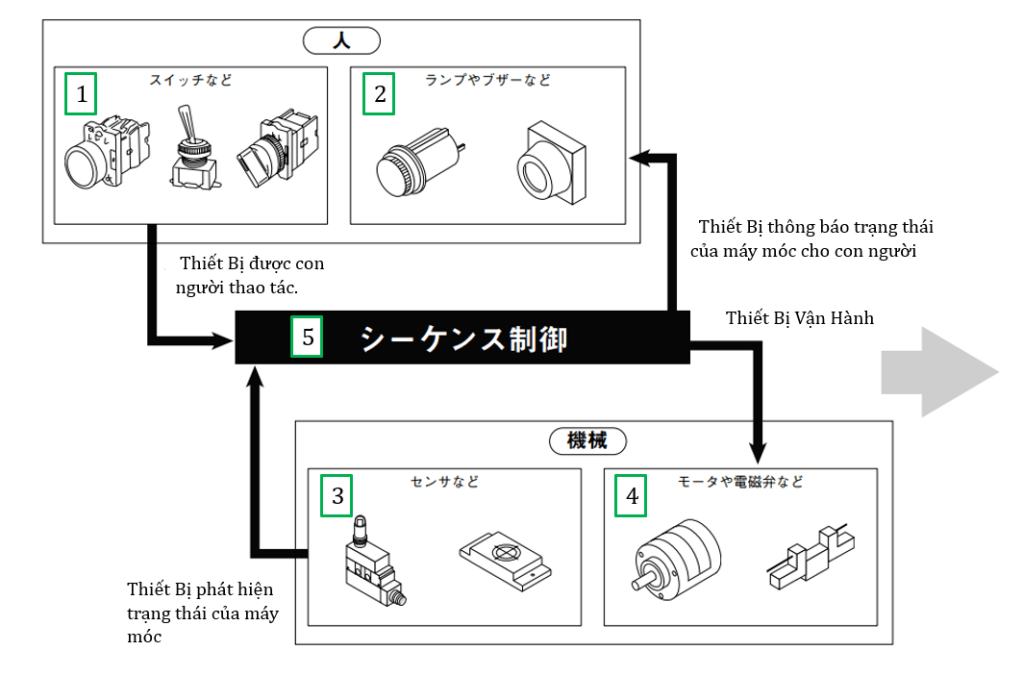
- Các thiết bị nhóm (1) “do con người thao tác” hoặc nhóm (3)”phát hiện trạng thái của máy móc” được gọi là tín hiệu điều khiển (指令信号) hoặc tín hiệu điều kiện (条件信号).
- Các thiết bị nhóm (2) “thông báo trạng thái của máy móc cho con người” hoặc nhóm (4) “vận hành máy móc” được gọi là tải (負荷).
Bộ điều khiển PLC (シーケンサ) tương ứng với phần (5) “điều khiển tuần tự” trong sơ đồ trên và có vai trò điều khiển các thiết bị này.
Nói cách khác, PLC chính là thiết bị thực hiện điều khiển tuần tự.
2. Cơ Chế Hoạt Động của PLC

Trong bộ điều khiển PLC (シーケンサ), các tín hiệu điều kiện (条件信号), tín hiệu chỉ thị (指令信号) và tải điều khiển (駆動負荷) từ các thiết bị được kết nối với PLC như hình 1: Thiết bị kết nối PLC
Ngoài ra, cũng có cách gọi khác liên quan đến hướng đấu dây của thiết bị.
- Các thiết bị được kết nối vào phía đầu vào được gọi là “thiết bị đầu vào” (入力機器).
- Các thiết bị được kết nối vào phía đầu ra được gọi là “thiết bị đầu ra” (出力機器).
Các thiết bị Đầu Vào và Đầu Ra đều được kết nối từng cái một vào terminal block (端子台) của PLC.
Việc kết nối các thiết bị Đầu Vào và Đầu Ra theo cách này là đủ để PLC thực hiện điều khiển tuần tự (シーケンス制御), bởi vì tất cả các kết nối cần thiết để điều khiển tuần tự sẽ được xử lý bên trong PLC thông qua kết nối điện tử.
Bên trong PLC, các kết nối này được thiết lập bằng cách sử dụng Ngôn Ngữ Lập Trình Tuần Tự Chuyên Dụng (シーケンス言語/命令).
Tập hợp các lệnh này được gọi là Chương Trình Điều Khiển Tuần Tự (シーケンスプログラム), và quá trình điều khiển tuần tự sẽ được thực hiện dựa trên chương trình điều khiển này.
Kết Nối Bên Trong PLC
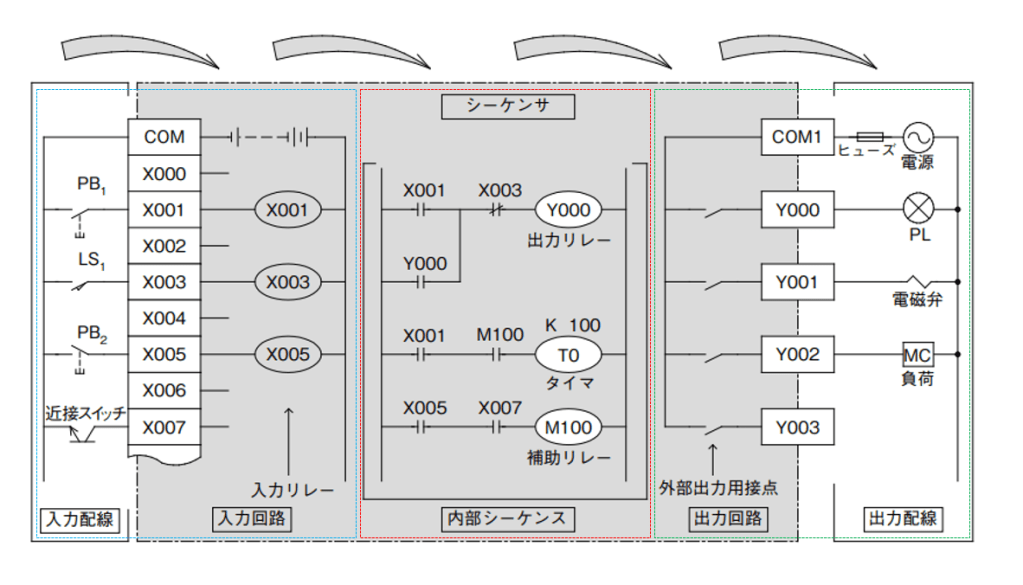
Thiết bị Đầu Vào ( Khung màu xanh nước biển ) , thiết bị Đầu Ra ( khung mà xanh lá cây ) và chương trình điều khiển tuần tự ( Khung màu đỏ )thực tế sẽ có cấu trúc như trong sơ đồ trên.
Thiết bị đầu vào được kết nối với rơ-le ( X000,X001,X002… ) đầu vào của PLC, còn thiết bị đầu ra được điều khiển thông qua tiếp điểm xuất tín hiệu ra bên ngoài (Y000, Y001, Y002…).
Rơ-le Đầu Vào
Rơ-le Đầu Vào ( X000,X001,X002… ) có vai trò chuyển đổi tín hiệu từ thiết bị bên ngoài thành tín hiệu đưa vào PLC.
Trong sơ đồ trên, thiết bị đầu vào chỉ cần được kết nối giữa đầu vào và đầu COM để hoạt động.
Ngoài ra, tiếp điểm của rơ-le thông thường chỉ có một vài tiếp điểm, nhưng trong chương trình điều khiển tuần tự, nó có thể có số lượng tiếp điểm vô hạn.
Tiếp điểm đầu ra
Tiếp điểm Đầu Ra (Y000, Y001, Y002…) là tiếp điểm của rơ-le đầu ra được điều khiển bởi chương trình điều khiển tuần tự, dùng để điều khiển tải bên ngoài.
Các tiếp điểm đầu ra bên ngoài có thể kết nối với các thiết bị sử dụng nguồn điện xoay chiều (AC) hoặc một chiều (DC) tùy theo từng đơn vị COM (Common).
Chương Trình Điều Khiển
Khung màu đỏ trong hình đại diện cho trình tự điều khiển bên trong PLC (内部シーケンス). Đây là nơi xử lý logic điều khiển dựa trên chương trình PLC.
- X001, X003: Điều kiện kích hoạt rơ-le đầu ra Y000.
- T0 (タイマ): Bộ hẹn giờ hoạt động khi X001 và M100 được kích hoạt.
- M100 (補助リレー): Rơ-le phụ trợ điều khiển logic nội bộ.
Khung này thể hiện cách các rơ-le đầu vào và các thiết bị logic phối hợp để điều khiển đầu ra.
3. Các Thiết Bị Bên Trong PLC
Rơ-le Đầu Vào: X000 ~ X177 (128 điểm)
Là cửa sổ nhận tín hiệu từ công tắc đầu vào bên ngoài của PLC. Ký hiệu thiết bị là X.
PLC chứa các rơ-le đầu vào tương ứng với số lượng đầu vào (số điểm đầu vào).
Rơ-le Đầu Ra: Y000 ~ Y177 (128 điểm)
Là cửa sổ điều khiển tải bên ngoài của PLC. Ký hiệu thiết bị là Y.
PLC chứa các đầu ra tương ứng với số lượng đầu ra (số điểm đầu ra).
Rơ-le Phụ Trợ: M0 ~ M7679 (7680 điểm)
Là rơ-le hỗ trợ bên trong PLC, còn được gọi là rơ-le nội bộ.
Bộ Hẹn Giờ (Timer): T0 ~ T319 (320 điểm)
Là bộ hẹn giờ bên trong PLC. Nó có chức năng đo thời gian và bao gồm cuộn dây cũng như tiếp điểm.
Khi đạt đến thời gian cài đặt, tiếp điểm sẽ đóng.
Bộ Đếm (Counter): C0 ~ C199 (200 điểm)
Là bộ đếm bên trong PLC, dùng để đếm số lần kích hoạt.
Khi đạt đến giá trị cài đặt, tiếp điểm sẽ đóng.
4. Biểu Diễn Sơ Đồ Tuần Tự và Chương Trình Tuần Tự
Chương trình điều khiển tuần tự của PLC là một mạch được thay thế để thực hiện điều khiển tuần tự bằng cách sử dụng các thiết bị đầu vào và đầu ra được kết nối với từng đầu dây bên ngoài. … Chi tiết về các lệnh sẽ được trình bày ở phần tiếp theo.
Dưới đây là cách chuyển đổi từ sơ đồ tuần tự sang chương trình điều khiển tuần tự ( quay lại bài toán Bơm Nước hôm trước ).

Lưu ý khi chuyển đổi:
① Biểu diễn tiếp điểm a ( thường mở ) và tiếp điểm b ( thường đóng ).
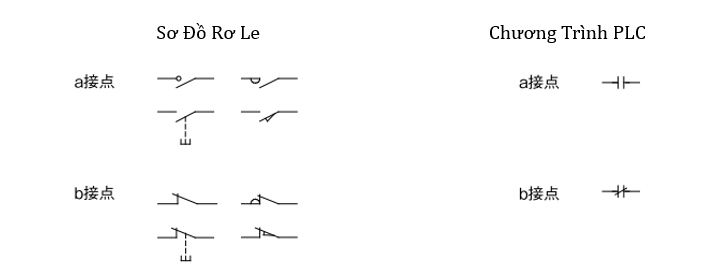
② Không biểu diễn mạch nguồn.
③ Trong chương trình tuần tự, gán thiết bị theo quy tắc của chương trình tuần tự ( X000,X001…)
④ Khi thay thế điều khiển tuần tự rơ-le bằng điều khiển trên PLC, nếu chuyển sơ đồ tuần tự trực tiếp thành chương trình Ladder, có thể xảy ra sự cố như thiết bị không hoạt động.
Một Số Điểm Nhấn Của Bài Toán Bơm Nước
1. Không đồng nhất giữa Sơ Đồ Tuần Tự và Chương Trình Tuần Tự ở vị trí LS2 ( Limit Switch 2 ). Tại sao lại có sự khác nhau đó ?
a. Nếu LS2 là tiếp điểm Thường Đóng ( b接点 ) trong Chương Trình Tuần Tự.
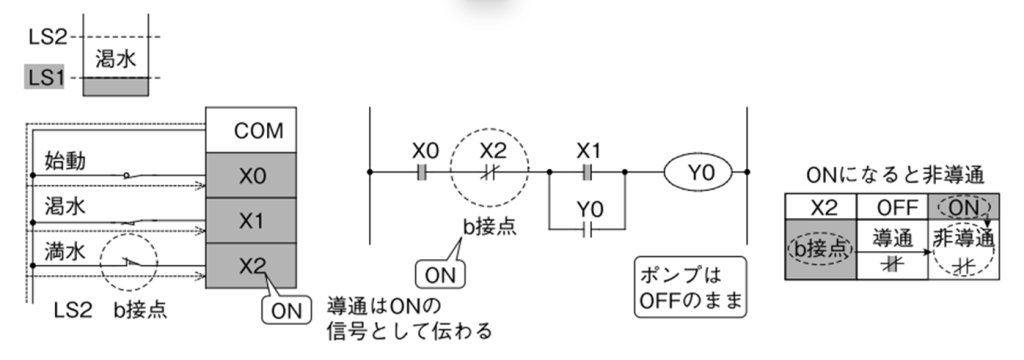
Trường hợp Nước ở vị trí mức thấp:
– LS1 ( Tiếp điểm thường mở ) sẽ đóng lại, relay INPUT X1 có điện, dẫn tới tiếp điểm X1 trong chương trình PLC đảo trạng thái từ Mở sang Đóng.
– LS2 ( tiếp điểm thường đóng ) vẫn giữ nguyên trạng thái đóng, relay INPUT X2 có điện, dẫn tới tiếp điểm X2 trong chương trình PLC đảo trạng thái. Trường hợp này, X2 trong chương trình PLC là tiếp điểm thường đóng thì nó sẽ mở ra, Cho dù Công Tắc Khởi Động X0 được bật thì Y0 ( Bơm ) không được cấp điện.
b.Nếu LS2 là tiếp điểm Thường Mở ( a接点 ) trong Chương Trình Tuần Tự.
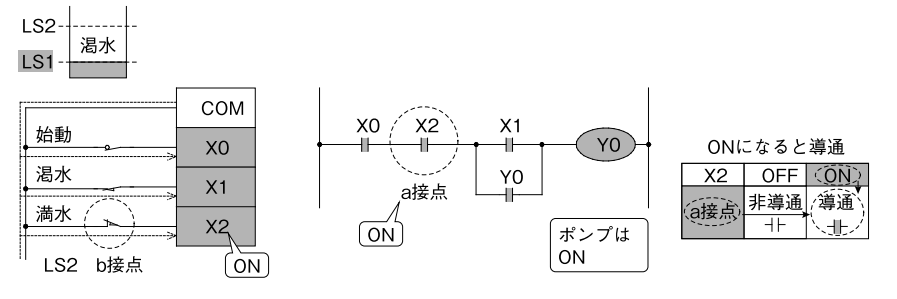
Trường hợp Nước ở vị trí mức thấp:
– LS1 ( Tiếp điểm thường mở ) sẽ đóng lại, relay INPUT X1 có điện, dẫn tới tiếp điểm X1 trong chương trình PLC đảo trạng thái từ Mở sang Đóng.
– LS2 ( tiếp điểm thường đóng ) vẫn giữ nguyên trạng thái đóng, relay INPUT X2 có điện, dẫn tới tiếp điểm X2 trong chương trình PLC đảo trạng thái. Trường hợp này, X2 trong chương trình PLC là tiếp điểm thường mở thì nó sẽ đóng Lại, nếu Công Tắc Khởi Động X0 được bật thì Y0 ( Bơm ) được cấp điện.
2. Nước vẫn được Bơm liên tục cho tới vị trí Mức Cao


Khi nước trong bình về mức thấp, Công Tắc LS1( Thường Mở) sẽ đóng lại, LS2 ( Thường Đóng) vẫn đang đóng, Nếu bật công tắc khởi động X0 thì Y0 ( Động Cơ Bơm ) có điện, thực hiện quá trình bơm nước vào bể. Mức nước trong bể sẽ từ từ nâng lên, vị trí LS1 (X1) đang đóng sẽ mở ra. Nhưng bơm không dừng mà tiếp tục hoạt động để đưa nước vào bể?
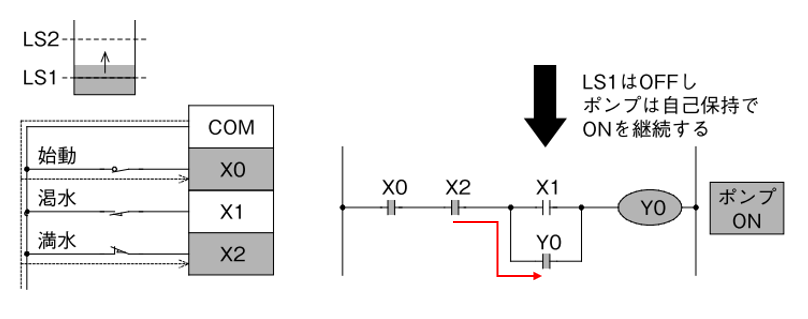
Đó là vì mạch đã được lắp tiếp điểm Y0 song song với X1 nhằm mục đích duy trì sự xuyên suốt của mạch điện cung cấp cho Y0.
Mạch sử dụng tiếp điểm Y0, để suy trì sự xuyên suốt của dòng điện gọi là Mạch Duy Trì (自己保持 ) hay Mạch Nhớ.
Nếu hệ thống trên không sử dụng PLC thì có thể lấy 1 tiếp điểm thường mở của Rơ Le Y0 để thực hiện việc duy trì này.

Cho tới khi mực nước dâng lên mức cao ( đầy bình ), Công Tắc LS2 ( thường đóng ) sẽ mở ra, Tiếp điểm X2 trong chương trình PLC mở ra . Y0 mất điện, dừng bơm nước.
Quá trình sử dụng, mực nước trong bình từ từ hạ xuống, Công Tắc LS2 ( đang mở ) sẽ đóng lại. Relay INPUT X2 có điện, tiếp điểm X2 trong chương trình đóng lại.
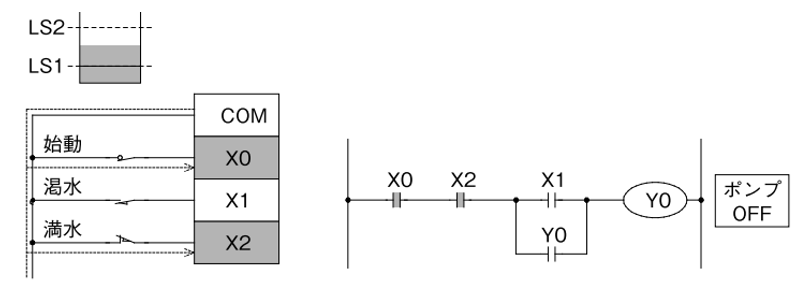
Cho tới khi nước hạ tới vị trí mức thấp. Chu kỳ tự động bơm nước vào bể được tái khởi động.
II. GX Works2
GX Works2 là phần mềm lập trình PLC của Mitsubishi Electric, hỗ trợ tạo, chỉnh sửa và gỡ lỗi các chương trình điều khiển theo chuẩn ladder, SFC và ST. Với giao diện trực quan, GX Works2 giúp kỹ sư dễ dàng thiết kế hệ thống tự động hóa bằng cách sử dụng các công cụ lập trình thân thiện. Phần mềm tích hợp nhiều tính năng như mô phỏng, giám sát trực tuyến và nhập nhận xét để cải thiện khả năng đọc mã lệnh.
Phần mềm GX Works2 hỗ trợ lập trình cho nhiều dòng PLC của Mitsubishi Electric, bao gồm:
- Dòng PLC MELSEC-F (FX Series)
- FX1S, FX1N, FX2N, FX2NC
- FX3G, FX3U, FX3UC
- Dòng PLC MELSEC-Q (Q Series)
- QCPU (Q Mode, A Mode)
- QnU Series (Q03U, Q04UD, Q06UD, Q13UD, Q26UD, v.v.)
- Dòng PLC MELSEC-L (L Series)
- L02, L06, L26, L26CPU-BT
- Dòng PLC MELSEC-A (A Series – đời cũ)
- ACPU (A1S, A2S, A3S, A3N, A4U, v.v.)
GX Works2 chủ yếu được sử dụng cho PLC dòng FX, Q và L, trong khi GX Works3 là phiên bản mới hơn, hỗ trợ tốt hơn cho FX5U và dòng iQ-R.
Việc sử dụng GX Works2 đòi hỏi các bạn phải cài đặt phần mềm và trực tiếp thao tác, cho nên phần này tôi sẽ không trình bày nhiều. Các bạn có thể tham khảo các video hướng dẫn sử dụng trên nền tảng Youtube.
Tuy nhiên, tôi cũng sẽ giới thiệu các bạn Series video ‘ Your First PLC ‘ hướng dẫn sử dụng phần mềm GX Works2 được phát hành bởi hãng Mistubishi.
