
Trong hai phần trước của series, chúng ta đã lần lượt tìm hiểu về các khái niệm nền tảng trong lập trình PLC Mitsubishi:
- Phần 1: Giới thiệu về logic tuần tự (sequence logic), ứng dụng thực tế trong công nghiệp, rơ-le, tiếp điểm, cùng các phương pháp thể hiện chương trình như Ladder Diagram, Flowchart và Time Chart.
- Phần 2: Hiểu về cấu trúc PLC, đấu dây đầu vào/đầu ra, giao diện thiết bị, và thực hành viết, nạp, giám sát và chỉnh sửa chương trình trên GX Works2.
Trong phần 3, chúng ta sẽ đi sâu hơn vào:
- Các lệnh cơ bản trong lập trình PLC, đặc biệt là mạch giữ trạng thái (self-hold circuit).
- Thực hành nâng cao
Hãy cùng tiếp tục hành trình làm chủ PLC Mitsubishi!
I. Các Lệnh Cơ Bản Trong Lập Trình PLC
1. Lệnh Lập Trình Tuần Tự
1.1 Lệnh INPUT (X), Lệnh OUTPUT (Y), Lệnh END
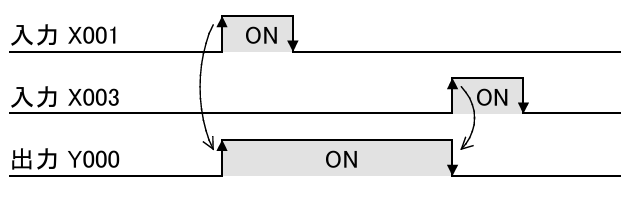
Phân tích TimeChart: 1 giá trị INPUT X0, điều khiển 2 giá trị OUTPUT Y0 và Y3.
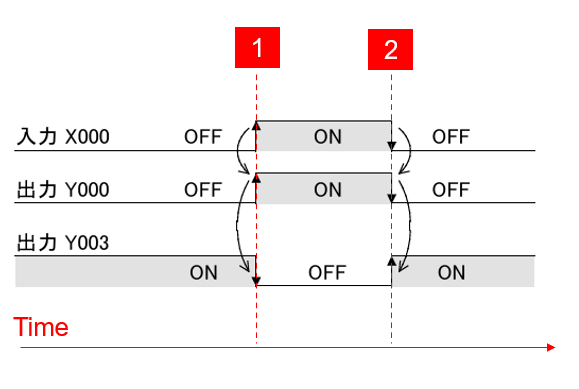
Tại thời điểm (1):
INPUT : X0 chuyển từ trạng thái OFF sang ON
OUTPUT: Y0 cũng chuyển từ trạng thái OFF sang ON
Y3 thì chuyển trạng thái ON sang OFF.
Tại thời điểm (2):
INPUT: X0 chuyển từ trạng thái ON sang OFF
OUTPUT: Y0 cũng chuyển từ trạng thái ON sang OFF
Y3 thì chuyển trạng thái OFF sang ON.
Chương trình này đơn thuần là quan hệ có điều kiện giữa X0 và Y0, Y3.
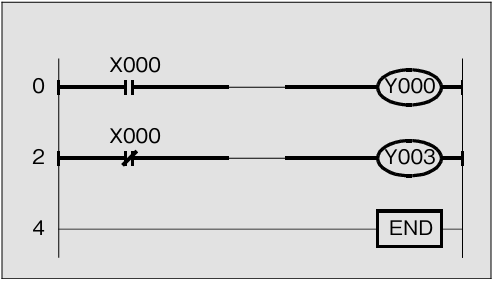
Khi tiếp điểm Thường Mở X0 ở trạng thái Mở được Đóng, dẫn tới Cuộn dây Y0 được kích hoạt, chuyển từ trạng thái OFF sang ON.
Ngược lại, khi tiếp điểm Thường Đóng X0 ở trạng thái Đóng được Mở, dẫn tới cuộn dây Y3 đang ở trạng thái được kích hoạt, chuyển trạng thái ON sang OFF.
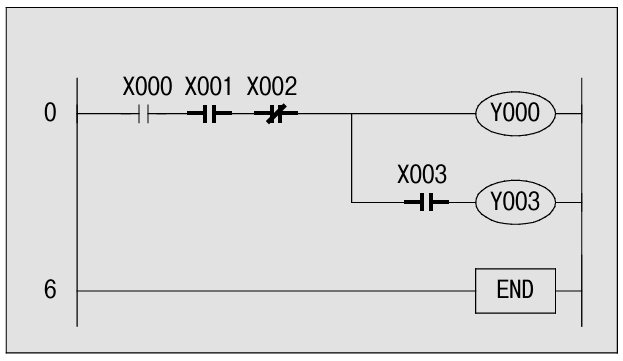
Chương trình PLC tương ứng:
1.2 Điều Kiện Nối Tiếp
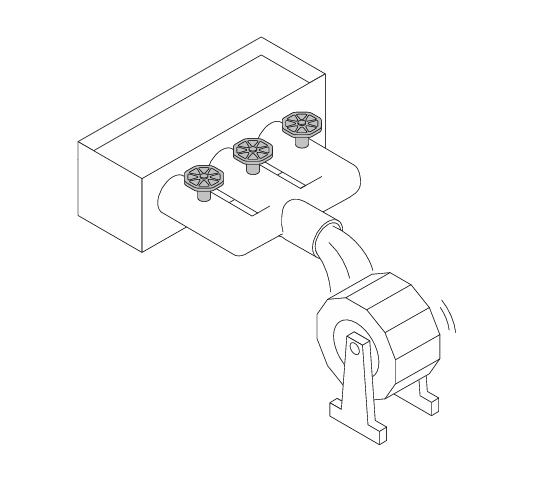
ví dụ: Để nước chảy ra từ vòi phun (OUTPUT), thì phải mở đồng thời 2 van (INPUT).
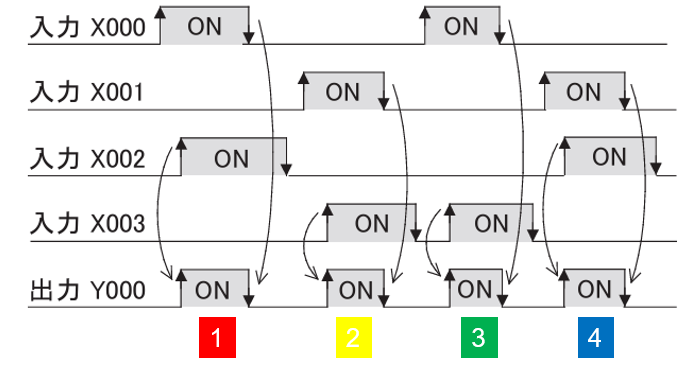
Xem TimeChart sau:
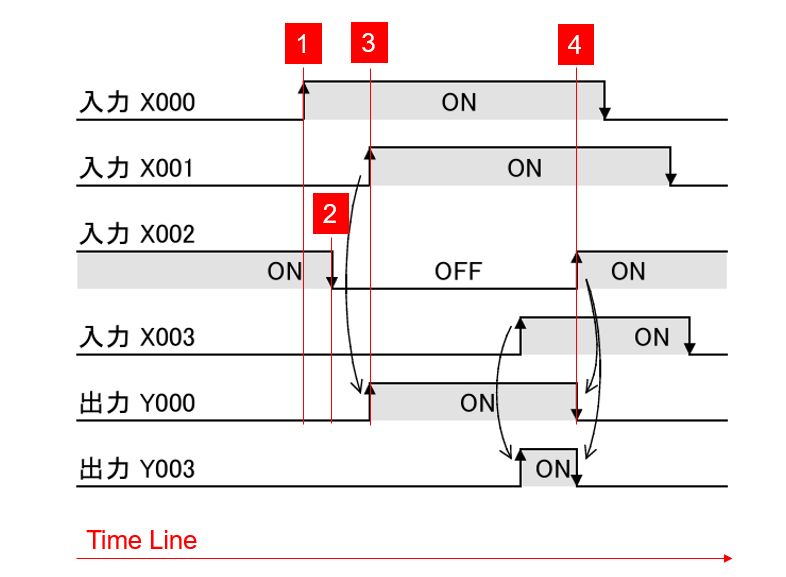
Xét cùng 1 dòng thời gian ( Time Line )
1. X0 chuyển từ trạng thái OFF sang ON, Y0 vẫn ở trạng thái OFF ; Lúc này X1 đang OFF, X2 đang ON
2. X2 chuyển từ trạng thái ON sang OFF, Y0 vẫn ở trạng thái OFF ; Lúc này X0 đang ON, X1 đang OFF
3. X1 chuyển từ trạng thái OFF sang ON, Y0 chuyển từ trạng thái OFF sang ON ; Lúc này X0 đang ON, X2 đang OFF
Như vậy: Y0 (ON) khi thỏa mãn điều kiện X0 (ON), X1(ON), X2(OFF)
4. X2 chuyển từ trạng thái OFF sang ON, Y0 chuyển từ trạng thái ON sang OF ( Mất trạng thái ON).
Như vậy: Y0 sẽ mất trạng thái ON khi 1 trong 3 điều kiện X0 (ON), X1(ON), X2(OFF) không thỏa mãn.
Cách suy luận tương tự với Y3. Ta có chương trình PLC sau đây:
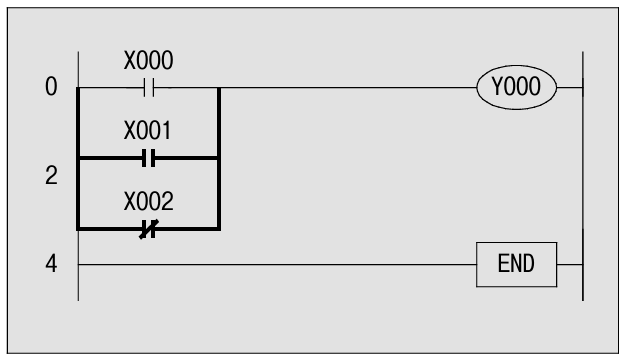
1.3 Điều Kiện Song Song
ví dụ: Để nước chảy ra từ vòi phun (OUTPUT), chỉ cần 1 trong 3 van (INPUT) được.
Ví dự với chương trình PLC sau: Chỉ cần 1 trong 3 điều kiện INPUT là X0,X1,X2 thỏa mãn thì Y0 được kích hoạt.
1.4 Điệu Kiện Hỗn Hợp giữa Nối Tiếp và Song Song
Xét chương trình như hình sau:

Y0 sẽ được kích hoạt nếu thỏa mãn tối thiểu 1 trong 4 trường hợp sau:
1.5 Lệnh Set và Lệnh RST (Reset)
Xét TimeChart sau
Y0 chuyển trạng thái ON khi X1 được bật ON, sau khi X1 được Tắt OFF nhưng Y0 vẫn duy trì trạng thái ON. Đó là lệnh SET
Y0 phải được tắt ( Reset) bằng một thiết bị khác bằng lệnh Reset, ví dụ như X3 ở TimeChart.
Tương ứng với chương trình PLC dưới đây:

1.6 Mạch Tự Duy Trì
Có TimeChart giống như lệnh SET và RST.
Nhưng chương trình PLC

Việc sử dụng cặp lệnh Set-RST hay Mạch tự duy trì hoàn toàn không khác nhau về ý nghĩa, do đó người dùng có thể tùy ý sử dụng.

2. Định Thời( Timer )
Có nhiều loại timer khác nhau, nhưng trong phạm vi bài này tôi chỉ đề cập tới bộ đếm thời gian kỹ thuật số (digital timer) được tích hợp sẵn trong một thiết bị điều khiển lập trình PLC (micro sequencer).
Trong chương trình PLC , Timer về bản chất là một thiết bị OUTPUT giống như thiết bị Y0, Y1… nhưng có khả năng trễ, và thời gian trễ này có thay đổi bằng cách lập trình.

Hãy xem TimeChart, Timer là T0 và được bật sau 10s kể từ khi nhận tín hiệu kích hoạt.
Chúng ta có thể coi Y0 như 1 Timer với thời gian trễ bằng “0”. Khi X0 được kích hoạt, thì sau “0 s” sau đó Y0 được bật.
Chương trình PLC sử dụng Timer:
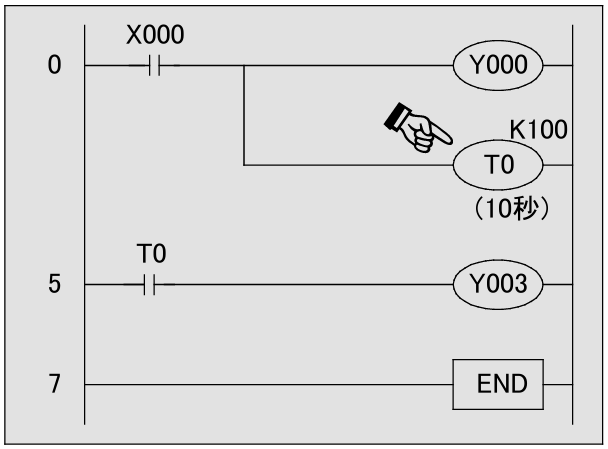
Cách hoạt động của Timer T0 :
● Tiếp điểm của timer sẽ hoạt động sau một khoảng thời gian nhất định kể từ khi cuộn dây được cấp điện (On-Delay Timer).
● Khoảng thời gian này được gọi là giá trị cài đặt (設定値 – Set Value) và được biểu diễn bằng K. Giá trị K có thể được đặt trong khoảng từ 1 đến 32,767.
● Ví dụ, nếu K100, thì timer sẽ hoạt động trong 10 giây. (*1)
● Nếu X000 tắt (OFF) trong khi timer đang chạy, giá trị hiện tại của timer sẽ trở về 0, và tiếp điểm của timer cũng sẽ tắt (OFF).
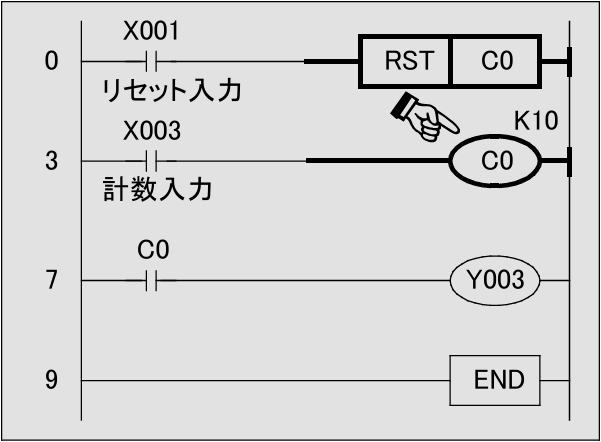
3. Bộ Đếm (Counter)
Có nhiều loại counter (bộ đếm) khác nhau, nhưng ở đây tôi sẽ giải thích cách lập trình bộ đếm thông dụng (general-purpose counter) được tích hợp sẵn trong một thiết bị điều khiển lập trình PLC (micro sequencer).
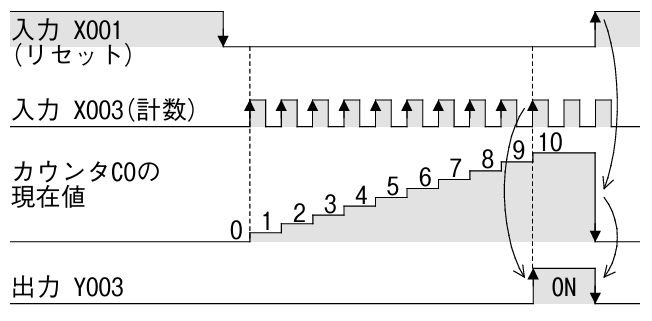
Cách hoạt động của Counter C0 :
- Counter C0 sẽ đếm số lần thay đổi trạng thái từ OFF → ON của tiếp điểm (X003).
- Tiếp điểm X003 này được gọi là đầu vào đếm (計数入力 – Counting Input), còn giá trị mà Counter đã đếm được gọi là giá trị hiện tại (現在値 – Current Value).
- Tiếp điểm của Counter sẽ hoạt động khi giá trị hiện tại đạt đến giá trị cài đặt trước (設定値 – Preset Value).
- Giá trị cài đặt có thể được đặt từ 1 đến 32,767.
- Sau khi Counter đạt đến giá trị cài đặt, giá trị hiện tại sẽ không thay đổi, và tiếp điểm đầu ra sẽ vẫn duy trì trạng thái ON.
- Nếu đầu vào Reset (X001) được bật (ON), giá trị hiện tại của Counter sẽ trở về 0, và tiếp điểm của Counter sẽ tắt (OFF).
Chương trình PLC tương ứng:
II. Bài Tập Thực Hành
Nội dung: Điều khiển Thang Cuốn
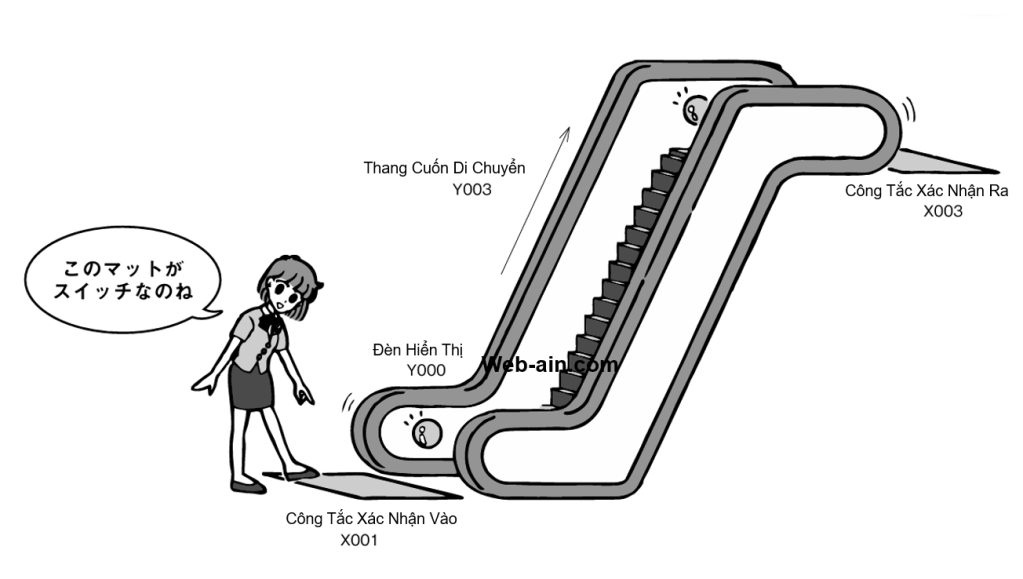
Yêu Cầu:
🔹 Thang cuốn sẽ không hoạt động cho đến khi có người đến gần.
🔹 Khi người đến gần thang cuốn và bật công tắc cảm biến phát hiện số 0 ( được gắn dưới thảm) , đèn chiếu sáng sẽ bật và thang cuốn bắt đầu hoạt động.
🔹 Khi người đã được thang cuốn đưa lên và rời khỏi thang, công tắc cảm biến phát hiện số 1 ( được gắn dưới thảm) sẽ bật, làm cho đèn chiếu sáng và thang cuốn trở về trạng thái không hoạt động.
Lưu ý:
- Cả hai công tắc phát hiện người vào và ra Thang Cuốn đều là loại không giữ trạng thái, nghĩa là chúng chỉ bật trong khoảnh khắc khi có người đi qua.
- Người sử dụng thang cuốn không liên tục lên xuống, mà có khoảng thời gian giữa mỗi lần sử dụng.
- Thang cuốn chỉ hoạt động theo hướng đi lên.
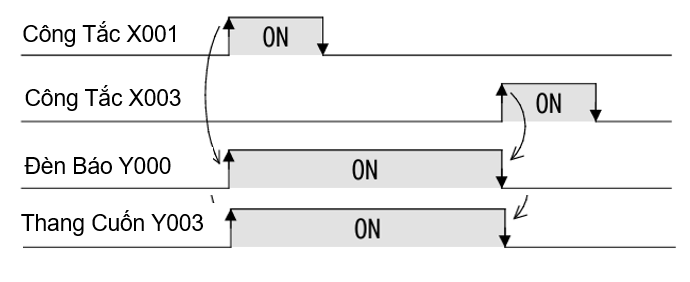
Từ những yêu cầu kỹ thuật trên, ta có thể hình dung dễ hơn qua TimeChart sau
Chương trình PLC tương ứng: ( Với một chút thử thách)
Sử dụng Mạch Duy Trì

Sử dụng cặp lệnh SET/RST

Những ví dụ thực hành vừa rồi đã khép lại phần 3 của Nhập Môn PLC trong Series Học Lập Trình PLC cùng Chuyên Gia của Hãng Mitsubishi.
Qua ba phần của series, chúng ta đã từng bước tìm hiểu từ những khái niệm cơ bản về logic tuần tự, ứng dụng thực tế trong công nghiệp, đến cách làm việc với PLC (シーケンサ) và lập trình trên GX Works2.
🔹 Phần 1 giúp bạn hiểu về các nguyên tắc cơ bản của logic tuần tự, cách sử dụng rơ-le, tiếp điểm, cũng như cách biểu diễn mạch điều khiển qua sơ đồ tuần tự, lưu đồ và biểu đồ thời gian.
🔹 Phần 2 đi sâu vào PLC, giúp bạn làm quen với cấu trúc, kết nối đầu vào/ra, giao diện thiết bị, cũng như cách lập trình và giám sát mạch điều khiển trên GX Works2.
🔹 Phần 3 tập trung vào các lệnh lập trình quan trọng, bao gồm mạch giữ trạng thái (self-hold circuit)
Với những kiến thức này, bạn đã có nền tảng vững chắc để tiếp tục phát triển kỹ năng lập trình PLC, tự động hóa hệ thống và tối ưu hóa quy trình công nghiệp.
🚀 Hãy tiếp tục thực hành, thử nghiệm với các bài toán thực tế và mở rộng kiến thức để trở thành một chuyên gia trong lĩnh vực tự động hóa công nghiệp!
