Dòng PLC FX của Mitsubishi là một trong những lựa chọn hàng đầu cho các hệ thống điều khiển tự động nhờ thiết kế nhỏ gọn, dễ sử dụng nhưng vẫn đảm bảo hiệu suất cao. FX có nhiều phiên bản từ loại cơ bản như FX3S đến các mẫu mở rộng FX3G và FX3U, cung cấp khả năng mở rộng I/O, kết nối module chuyên dụng, tích hợp bộ đếm tốc độ cao, xử lý ngắt nhanh, đồng hồ thời gian thực và hỗ trợ Simulation. Với bộ nhớ lên đến 64.000 bước lệnh và khả năng bảo vệ chương trình bằng mật khẩu, dòng FX đáp ứng tốt cả những ứng dụng công nghiệp đơn giản.
Loạt bài viết này tôi sẽ cung cấp kiến thức cơ bản về PLC Mitsubishi FX theo ba phần:
Phần 1: Kiến Thức Cơ Bản
Trong phần đầu tiên, chúng ta sẽ tìm hiểu về các kiến thức nền tảng giúp hiểu rõ hoạt động của PLC FX:
- Cấu trúc và thành phần của PLC FX (FX3U-32MT)
- Cách PLC xử lý dữ liệu và giao tiếp với thiết bị ngoài
- Giới thiệu các lệnh cơ bản
- Hướng dẫn lập trình trên phần mềm GX Works2
Sau khi hoàn thành phần này, bạn sẽ hiểu rõ PLC FX và có thể viết những chương trình cơ bản.
Phần 2: Ứng Dụng Thực Tế
Phần thứ hai sẽ đi vào các trường hợp ứng dụng của PLC FX trong thực tế, bao gồm:
- Viết chương trình điều khiển tín hiệu giao thông
- Tối ưu hóa chương trình điều khiển
- Sử dụng các lệnh tối ưu và kỹ thuật debugging
Nhờ vào những trường hợp thực tế, bạn sẽ dễ dàng áp dụng PLC FX vào các hệ thống tự động hóa.
Phần 3: Kiến Thức Mở Rộng
Trong phần cuối, chúng ta sẽ tìm hiểu về những kiến thức chuyên sâu và mở rộng:
- Các lệnh nâng cao và ứng dụng
- Cách làm việc với dữ liệu số trong PLC FX
- Chuyển đổi và truyền dữ liệu
- Các lệnh so sánh và tính toán
- Khai thác các tính năng xử lý nhanh, ngắt và điều khiển tốc độ cao
- Tích hợp các module ngoài ( module Analog, module giao tiếp…)
Sau phần này, bạn sẽ có khả năng tối ưu hóa các hệ thống điều khiển, áp dụng kỹ thuật cao và xây dựng những hệ thống tự động linh hoạt hơn.
Phần 1: Kiến Thức Cơ Bản
Dòng PLC FX có nhiều phiên bản khác nhau, từ các mẫu nhỏ gọn, dễ sử dụng (FX3S-FX3G) cho đến các mẫu hiệu suất cao, tốc độ xử lý nhanh và khả năng mở rộng linh hoạt (FX3U), phù hợp với nhiều ứng dụng công nghiệp.
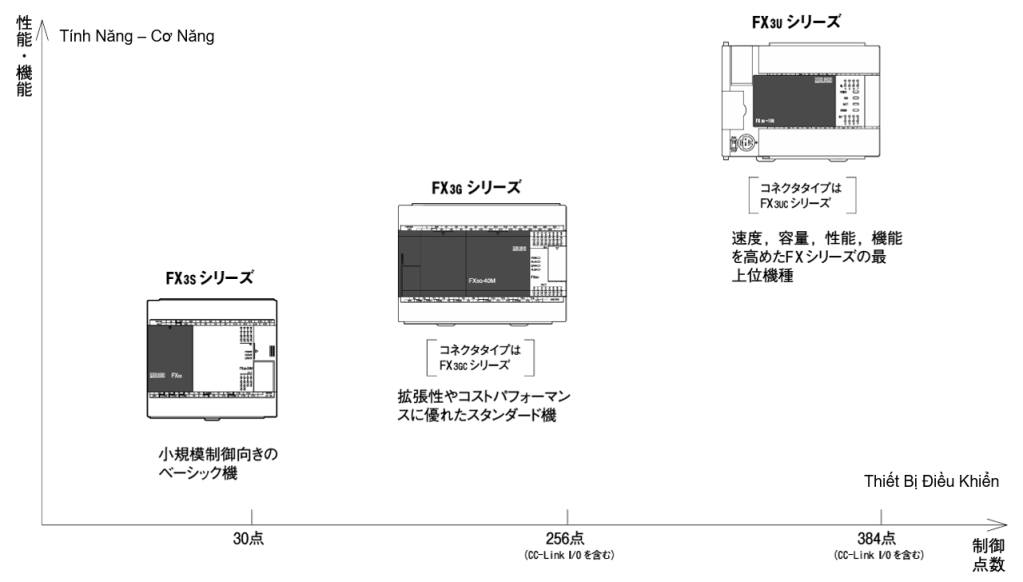
Dòng FX có 3 sản phẩm chính:
- FX3S : Dòng máy cơ bản dành cho điều khiển quy mô nhỏ. ( 16000 step )
- FX3G : Dòng máy tiêu chuẩn với khả năng mở rộng. ( 32000 step )
- FX3U : Dòng sản phẩm cao cấp nhất của series FX với tốc độ, dung lượng, hiệu suất và chức năng được nâng cao ( Kết nối GOT… ) ( 64000 step )
Cấu Trúc Cơ Bản của FX Sequencer sử dụng dòng FX 3U
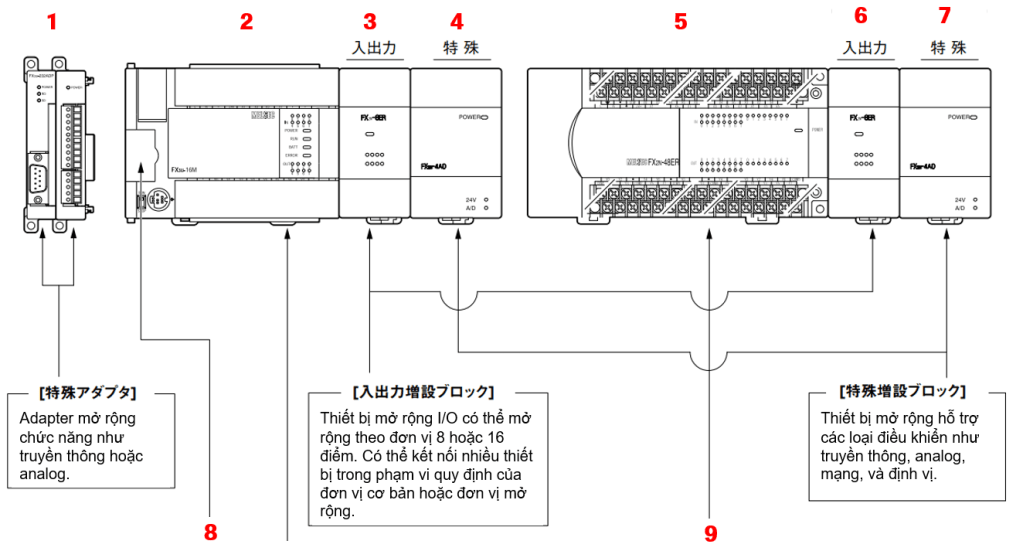
1. Adapter Đặc Biệt : Mở rộng các chức năng như truyền thông ( FX 3U – 232 ADP ), Anlalog ( FX3U – 4AD ) …
2. Unit Chính : Bộ điều khiển dòng FX Series là một thiết bị all-in-one tích hợp CPU, I/O, nguồn và bộ nhớ. Có khả năng cung cấp nguồn điện cho các thiết bị mở rộng kết nối phía sau.
3. Khối INPUT Mở Rộng: Có thể mở rộng thêm 8 hoặc 16 đơn vị INPUT ( FX2N-8ER/FX2N-16ER )
4. Khối OUTPUT Mở Rộng: Có thể mở rộng thêm 8 hoặc 6 đơn vị OUTPUT (FX2N – 2AD/ FX2N – 4AD)
5. Unit I/O Mở Rộng: Thiết bị mở rộng I/O tích hợp nguồn, có thể cung cấp điện cho các thiết bị mở rộng được kết nối phía sau.
6/7. Thiết bị mở rộng hỗ trợ các loại điều khiển như Truyền Thông, Analog, mạng và định vị.
8. Khe cắm kết nối thiết bị mở rộng đặc biệt.
9. Khối I/O mở rộng
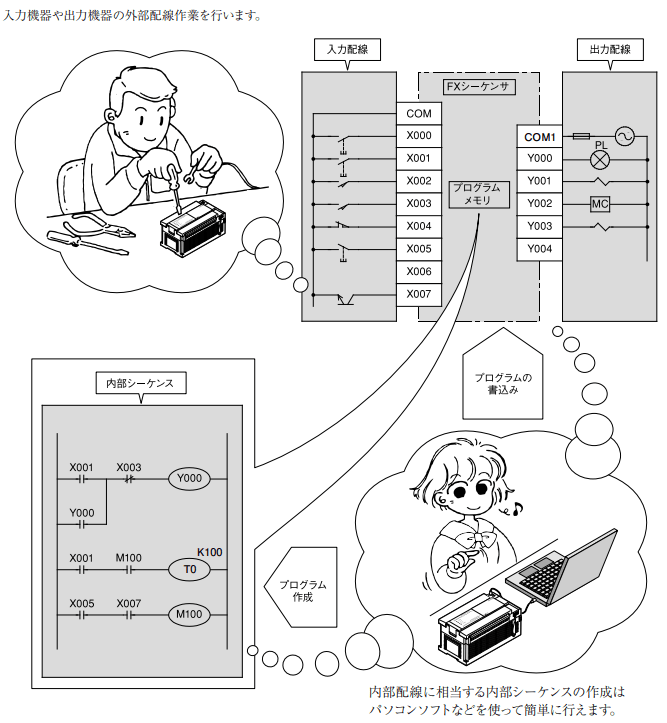
PLC FX Giao Tiếp với Thiết Bị Ngoại Vi
Về bản chất PLC cũng là một Vi Điều Khiển giống như nhiều board mạch nhúng như Arduino hay STM32, tuy nhiên PLC được thiết kế dùng cho công nghiệp, đáp ứng được những tiêu chuẩn khắt khe về điều kiện chống nhiễu điện từ, chống chịu nhiệt độ, độ ẩm, bụi …
PLC được cấu thành từ các mạch điện tử, với trọng tâm là vi điều khiển và bộ nhớ, xử lý các tín hiệu INPUT/OUTPUT theo mong muốn của lập trình viên thông qua các tập lệnh điều khiển.
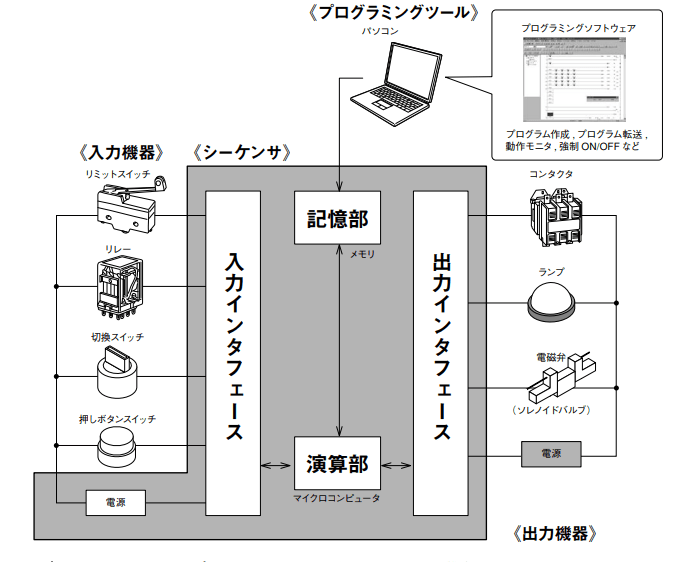
Bên trong PLC có tích hợp nhiều rơ-le, bộ định thời (timer) và bộ đếm (counter). Tất cả đều có vô số tiếp điểm loại thường mở ( a ) và thường đóng (b).
Bằng cách kết nối các tiếp điểm này với cuộn dây, ta có thể tạo thành mạch điều khiển tuần tự (sequence circuit).
Ngoài ra, một trong những đặc điểm của PLC – thiết bị ứng dụng vi điều khiển – là có nhiều “thanh ghi dữ liệu” (data register), đóng vai trò như các kho lưu trữ dữ liệu số.
Nối Dây và Viết Chương Trình
Phạm vi các thiết bị chính của cảm biến FX3U
| Tên thiết bị | Nội dung |
|---|---|
| Rơ-le đầu vào/ra | |
| Rơ-le đầu vào | X000 ~ X367 (248 điểm) |
| Rơ-le đầu ra | Y000 ~ Y367 (248 điểm) |
| Rơ-le bên trong | |
| Rơ-le | M0 ~ M499 (500 điểm) |
| Rơ-le giữ trạng thái khi mất điện | M500 ~ M1023 (524 điểm) |
| Rơ-le chỉ dành cho giữ trạng thái khi mất điện | M1024 ~ M7679 (6656 điểm) |
| Rơ-le đặc biệt | M8000 ~ M8511 (512 điểm) |
| Bộ đếm thời gian (Timer – On Delay Timer) | |
| 100ms | T0 ~ T191 (192 điểm) |
| 100ms (Dùng cho subroutine, interrupt routine) | T192 ~ T199 (8 điểm) |
| 10ms | T200 ~ T245 (46 điểm) |
| 1ms ( Mất điện vẫn hoạt động ) | T246 ~ T249 (4 điểm) |
| 100ms ( Mất điện vẫn hoạt động ) | T250 ~ T255 (6 điểm) |
| 1ms | T256 ~ T511 (256 điểm) |
| Bộ đếm (Counter) | |
| Đếm thông Thường (16 bit) | C0 ~ C99 (100 điểm) |
| Đếm Lên ( Mất điện vẫn giữ giá trị đếm ) (16 bit) | C100 ~ C199 (100 điểm) |
| Đếm lên – Đếm xuống (32 bit) | C200 ~ C219 (20 điểm) |
| Đếm lên – Đếm xuống ( Mất điện vẫn giữ giá trị đếm ) (32 bit) | C220 ~ C234 (15 điểm) |
| Bộ đếm tốc độ cao | |
| Bộ đếm đơn xung hai chiều (32 bit) | C235 ~ C245 (8 điểm) |
| Bộ đếm hai xung hai chiều 1 kênh (32 bit) | C246 ~ C250 (5 điểm) |
| Bộ đếm hai xung hai chiều 2 kênh (32 bit) | C251 ~ C255 (5 điểm) |
| Thanh ghi dữ liệu (Dùng theo cặp 32 bit) | |
| Thanh ghi thông thường (16 bit) | D0 ~ D199 (200 điểm) |
| Thanh ghi – Nhớ khi mất điện (16 bit) | D200 ~ D511 (312 điểm) |
| Thanh ghi – Nhớ khi mất điện (16 bit) – lưu trữ dài hạn | D512 ~ D7999 <D10000 ~ D79999> (7488 điểm <7000 điểm>) |
| Thanh ghi đặc biệt (16 bit) | D8000 ~ D8511 (512 điểm) |
| Thanh ghi đặc dùng cho Index (16 bit) | V0 ~ V7, Z0 ~ Z7 (16 điểm) |
| Con trỏ | |
| Dùng cho JUMP, CALL | P0 ~ P4095 (4096 điểm) |
| Dùng cho phân nhánh thời gian | I0 ~ I5 (6 điểm) |
| Dùng cho phân nhánh bộ đếm | I6 ~ I8 (3 điểm) |
| Dùng cho phân nhánh lệnh HSCS | I010 ~ I060 (6 điểm) |
| Stacking | |
| Dùng cho điều khiển Master | N0 ~ N7 (8 điểm) |
| Hằng số | |
| 16 bit (K) | 16 bit |
| 32 bit | -2,147,483,648 ~ 2,147,483,647 |
| 16 bit (H) | 16 bit |
| 32 bit | 0 ~ FFFFFFFF |
Cấu trúc và thực thi chương trình trong PLC
- Chương trình được tạo thành từ các lệnh và số thiết bị (toán hạng).
Mỗi lệnh được đánh số theo thứ tự, gọi là số bước lệnh (step number), và các số này được quản lý tự động. - Lệnh bao gồm “từ lệnh” + “thiết bị”, nhưng cũng có một số lệnh không đi kèm thiết bị.
Ngoài ra, từ lệnh đôi khi có thể được gọi đơn giản là “lệnh”. - Số bước của chương trình có thể được viết trong giới hạn dung lượng bộ nhớ chương trình của PLC.
Giới hạn này được gọi là dung lượng chương trình của PLC.
Ví dụ:- FX3S: 16.000 bước
- FX3G: 32.000 bước
- FX3U: 64.000 bước
- Thực thi chương trình:
Chương trình chạy từ bước 0 đến lệnh END, sau đó lặp lại liên tục.
Quá trình này được gọi là tính toán theo chu kỳ (cyclic operation), và thời gian để hoàn thành một chu kỳ được gọi là chu kỳ quét (scan time).
Thời gian này thay đổi theo nội dung chương trình và trình tự xử lý thực tế, nhưng thường nằm trong khoảng vài mili giây (ms) đến vài chục mili giây. - Lưu trữ chương trình:
- Chương trình viết dưới dạng sơ đồ mạch (ladder diagram) được lưu trong bộ nhớ PLC dưới dạng danh sách lệnh (instruction list).
- Phần mềm lập trình trên máy tính cho phép chuyển đổi qua lại giữa danh sách lệnh và sơ đồ mạch (ladder diagram).
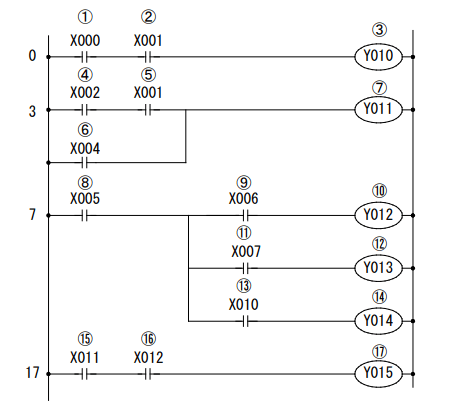
Quá trình xử lý chương trình được thực hiện theo thứ tự tuần tự từ bước đầu tiên trong bộ nhớ chương trình.
Các khối mạch được thực thi theo trình tự từ trái sang phải và từ trên xuống dưới (theo thứ tự ①, ②, ……… ⑰ step ).
Học Lệnh Qua Các Ví Dụ Cơ Bản
Ví dụ 1: Tạo Bộ Hẹn Giờ Bật – Tắt Thiết Bị
Mục đích:
1. Khi bấm nút bấm thì Đèn Sáng
2. Thả tay ra khỏi nút bấm, Đèn vẫn tiếp tục sáng.
3. Sau một thời gian nhất định, Đèn tắt.
4. Quá trình có thể thực hiện lại từ đầu
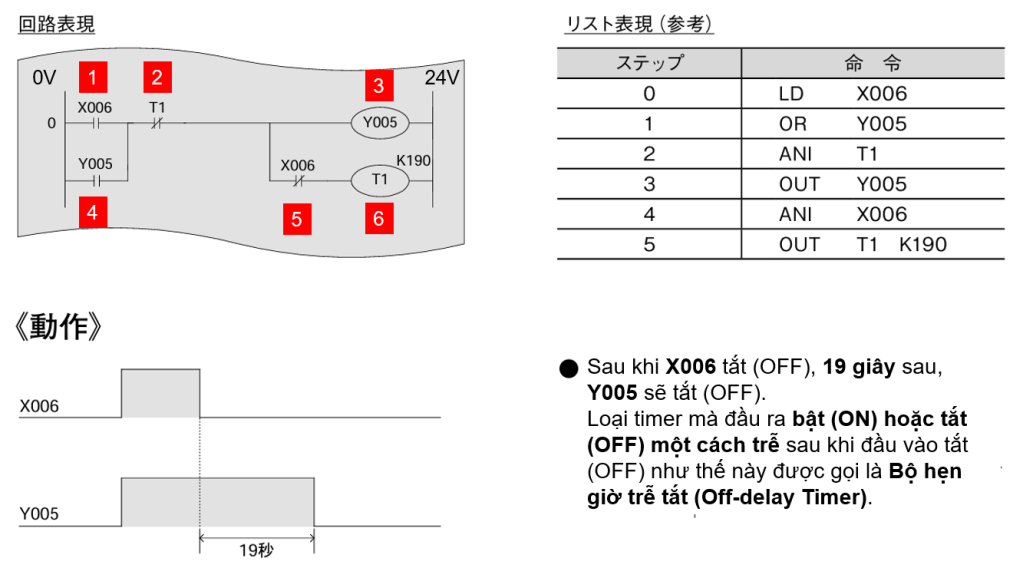
Chương trình sử dụng các câu lệnh :
1 : Tiếp điểm thưởng mở X6
2 : Tiếp điểm thường đóng của Timer T1
3 : Cuộn dây Y5
4 : Tiếp điểm thường mở Y5
5 : Tiếp điểm thường đóng X6 ( Trạng thái ngược với tiếp điểm thường mở X6 (1) )
6 : Timer T1 hẹn giờ 190 x 0.1 = 19 s ( Từ T0 đến T199 có độ phân giải 0.1s )
lưu ý: Trong mạch có 2 tiếp điểm X006, nhưng thể hiện 2 trạng thường mở (1) và thường đóng(2). Tại Cùng 1 Thời Điểm trong khi chương trình hoạt động, chỉ có 1 vị trí cho phép dòng điện chạy qua. Có nghĩa là, khi cho dòng điện chạy qua X006 (1) thì dòng điện không thể chạy qua X006 (2), và ngược lại.
Giải thích hoạt động:
- Điều kiện kích hoạt:
- Khi X006(1) bật (ON), cuộn dây Y005(3) sẽ bật (ON) ngay lập tức.
- Tuy nhiên, T1 (hẹn giờ) được đặt với giá trị K190 ( x 0.1s) vẫn chưa được kích hoạt do tiếp điểm thường đóng X006 (5) mở ra.
- Hoạt động trễ tắt:
- Khi X006 (1)tắt (OFF), Tiếp điểm Y005 (4) giúp duy trì trạng thái bật của cuộn dây Y005. Tiếp điểm thường đóng X006 (5) kích hoạt bộ đếm thời gian T1, bắt đầu đếm ngược19 giây.
- Trong suốt thời gian này, Y005 vẫn giữ trạng thái ON.
- Sau khi T1 hoàn thành thời gian đếm ngược (hết 19 giây), Y005 tắt (OFF).
Sử dụng GX Works 2 để viết và chạy mô phỏng chương trình
Ví dụ 2: Nhấp Nháy Đèn Theo Chu Kỳ
Mục Đích:
Sau khi X007 bật ON
1. Sau 2S, Đèn Y006 Bật Sáng
2. Sau 1S, Đèn Y006 sẽ Tắt
3. Sau 2S, Đèn Y006 sẽ Bật Sáng

Chương trình sử dụng các lệnh cơ bản như ví dụ 1, nên tôi sẽ không nói lại.
Tuy nhiên, tôi sẽ bổ sung một khái niệm ” 1 演算周期”, nó có nghĩa Chu Kỳ Tính Toán hoặc Chu Kỳ Xử Lý. Chù kỳ này có thời gian bằng 1 vòng quét của chương trình PLC ( khoảng 1 hoặc vài ms), thời gian này đủ để Reset giá trị K của T2 từ “20” về “0”.
Dưới đây là chương trình được chạy mô phỏng trên GX Works 2.
ví dụ 3 : Mạch Đảo Trạng Thái (alternate circuit), Sử Dụng Lệnh xuất xung (pulse output circuit).
Mục Đích:
1. Bật X003 lần thứ nhất, Y002 sẽ bật
2. Bật 003 lần thứ hai, Y002 sẽ tắt
3. Nếu bật X003 tiếp thì Y002 sẽ bật, lặp lại quá trình.
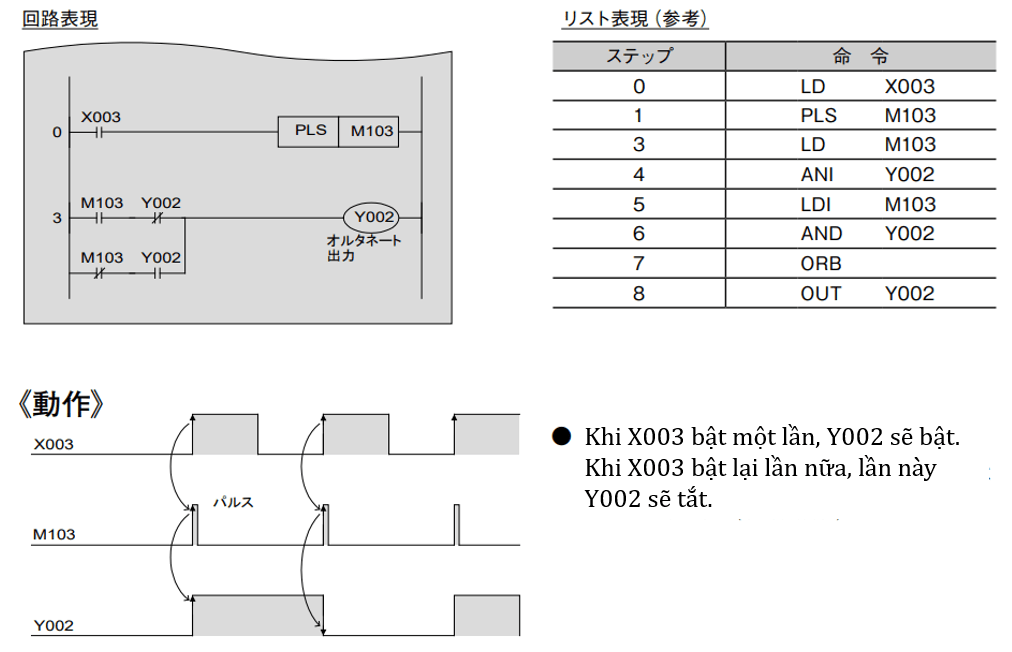
Ngoài những lệnh đã biết giống như ví dụ 1 và 2, trong ví dụ 3 có thêm lệnh PLS M103. Trong đó:
1. PLC là lệnh kích xung, thông thường thì độ rộng của xung này bằng 1 chu kỳ quét của PLC.
2. M103 là một loại relay nằm ở trong PLC, nó không có chức năng điều khiển trực tiếp thiết bị bên ngoài như các thiết bị Y.
Dưới đây là đoạn chương trình mô phỏng được viết trên GX Works 2.
Tổng Kết Phần 1: Kiến Thức Cơ Bản về PLC Mitsubishi FX
Phần đầu tiên của loạt bài học đã cung cấp nền tảng vững chắc về dòng PLC FX của Mitsubishi. Chúng ta đã tìm hiểu cấu trúc phần cứng, phân loại thiết bị, cách PLC xử lý tín hiệu và thực thi chương trình theo chu kỳ. Bên cạnh đó, các ví dụ thực hành lập trình cơ bản với GX Works2 như” mạch hẹn giờ”, “nhấp nháy đèn”, và “mạch đảo trạng thái” đã giúp người học hiểu rõ cách sử dụng lệnh trong thực tế. Với kiến thức này, bạn đã sẵn sàng bước vào các ứng dụng điều khiển thực tế trong phần tiếp theo.
